Kannst du uns deine Fehler/Probleme genauer beschreiben?
Welcher Filamenthersteller?
Druck mit PETG -> Zusammenfassung der Erfahrungen
-
Nibbels

- Developer

- Beiträge: 2264
- Registriert: Mi 17. Aug 2016, 17:01
- Has thanked: 831 times
- Been thanked: 2851 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
RF2000
Firmware Mod 1.45.00.Mod - geht SD wieder 100%?
Bitte 1.42.17 bis 1.42.21 meiden!
SD-Druck mit der Community-FW <= 1.43.99 aktuell meiden.
Firmware Mod 1.45.00.Mod - geht SD wieder 100%?
Bitte 1.42.17 bis 1.42.21 meiden!
SD-Druck mit der Community-FW <= 1.43.99 aktuell meiden.
-
Nibbels
- Developer
- Beiträge: 2264
- Registriert: Mi 17. Aug 2016, 17:01
- Has thanked: 831 times
- Been thanked: 2851 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Das Video ist super:
"3D Printing with PETG -
How does the printing temperature affect strength?
|| Setup & Tips"
https://www.youtube.com/watch?v=qif070PErNU
Das Video stellt der Autor die Extrudersteps entsprechend ein und erzhählt, warum die gegenüber PLA etwas anders sein könnten.
Dann gibts Testdrucke und den Zugversuch mit und quer zu den Lagen.
Dadurch wird klar: AtlonXp hatte damals recht, dass er das PETG eher bei 230°C sieht, als meine 245°C. Ich stehe inzwischen voll dahinter, weil der Bruchversuch gezeigt hatte, dass 230°C in jedem Fall besser ist. Das wird im Video auch so dargestellt.
"Es gibt einen Sweet-Spot bei PETG Drucktemperaturen".
Interessant ist hier, dass es das "DasFilament PETG" ist und nicht das von esun. Wir vermuten schon länger, dass sich manche PETG sehr viel leichter drucken lassen, als mein gelbes und grünes esun.
LG
"3D Printing with PETG -
How does the printing temperature affect strength?
|| Setup & Tips"
https://www.youtube.com/watch?v=qif070PErNU
Das Video stellt der Autor die Extrudersteps entsprechend ein und erzhählt, warum die gegenüber PLA etwas anders sein könnten.
Dann gibts Testdrucke und den Zugversuch mit und quer zu den Lagen.
Dadurch wird klar: AtlonXp hatte damals recht, dass er das PETG eher bei 230°C sieht, als meine 245°C. Ich stehe inzwischen voll dahinter, weil der Bruchversuch gezeigt hatte, dass 230°C in jedem Fall besser ist. Das wird im Video auch so dargestellt.
"Es gibt einen Sweet-Spot bei PETG Drucktemperaturen".
Interessant ist hier, dass es das "DasFilament PETG" ist und nicht das von esun. Wir vermuten schon länger, dass sich manche PETG sehr viel leichter drucken lassen, als mein gelbes und grünes esun.
LG
RF2000
Firmware Mod 1.45.00.Mod - geht SD wieder 100%?
Bitte 1.42.17 bis 1.42.21 meiden!
SD-Druck mit der Community-FW <= 1.43.99 aktuell meiden.
Firmware Mod 1.45.00.Mod - geht SD wieder 100%?
Bitte 1.42.17 bis 1.42.21 meiden!
SD-Druck mit der Community-FW <= 1.43.99 aktuell meiden.
-
AtlonXP

- 3D-Drucker Erfinder

- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Zu den mechanischen Materialeigenschaften möchte ich hier noch etwas hinzufügen.
Der Autor wundert sich genauso darüber wie ich.
Schade, dass man sein dummes Gesicht dabei nicht sieht.
Das Material ist sehr stabil.
Man beachte seine Zugversuche.
Es lässt sich biegen, mindestens 20ig mal über der gleichen Kannte und es bricht nicht!
Die Steifigkeit ist auch sehr hoch.
Aber einmal mit dem Hammer drauf gehauen und es zersplittert wie Glas.
Das Zeug verträgt sich wunder bar mit ABS und ich denke es sollte sich in einem Dualextrudersystem
zu einem Komposite verdrucken lassen.
Somit könnte vielleicht der Glasbruch überspielt werden.
LG AtlonXP
Der Autor wundert sich genauso darüber wie ich.
Schade, dass man sein dummes Gesicht dabei nicht sieht.
Das Material ist sehr stabil.
Man beachte seine Zugversuche.
Es lässt sich biegen, mindestens 20ig mal über der gleichen Kannte und es bricht nicht!
Die Steifigkeit ist auch sehr hoch.
Aber einmal mit dem Hammer drauf gehauen und es zersplittert wie Glas.
Das Zeug verträgt sich wunder bar mit ABS und ich denke es sollte sich in einem Dualextrudersystem
zu einem Komposite verdrucken lassen.
Somit könnte vielleicht der Glasbruch überspielt werden.
LG AtlonXP
-
AtlonXP
- 3D-Drucker Erfinder
- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Hallo zusammen,
leider habe ich im Hintergrund etwas für Unruhe gesorgt.
Zuerst sah es für mich so aus, als ob die neue FW 1.38.08.MOD, ein paar Macken hat.
Nach einiger Zeit stellte sich jedoch heraus, dass das gelbe PETG, wo hier keinen guten Ruf hat, mir ein Schnippchen geschlagen hatte.
Auch an meinem V2.c gingen unverständlicher weise die Digits hoch.
Nein die Düse war nicht verstopft!
Im innern des V2.c am Übergang PTFE und Schmelzkammer musste sich das Material verklebt haben.
Die Düse sabberte leicht am ersten Layer und langsam stiegen die Digits an.
Der Sense Mod. steuerte deshalb langsam weg vom Druckbett obwohl noch keine einzige Made abgelegt war.
Na so was aber auch!
Nach dem ich ein Schaschlikstab durch extrudiert hatte, war der Spuk vorbei.
Mit diesem Beitrag möchte ich euch zeigen, dass das V2 Hot END mit meinen Verbesserungen, das gelbe PETG doch verarbeiten kann.
Und nun zu dem PETG gelb von ESUN.
Ich habe mir natürlich Mühe gegeben um die besten Einstellparameter zu finden.
Am Anfang war natürlich einiges an Schrott dabei.
Das Material wurde von mir auf eine vorgewärmte Glasscheibe auf 80 C° gedruckt.
Leider hielt das gedruckte Benchy in originaler Größe wieder so gut, das mir was von der Scheibenoberfläche absplitterte.
Nicht schlimm, ich sehe diese Scheiben als Verschleißteile.
Ihr kennt das ja von euren Druckplatten!
In Zukunft drucke ich PETG nur noch auf ABS Beschichtung, diese dient als Trennmittel.
Das Benchy wurde mit einer Layerhöhe von 0,12 mm mit einer 0,2 mm Düse gedruckt.
Die 0,2 mm Düse ist nicht für das V2 käuflich erhältlich.
Aus diesem Grund habe ich mir selber eine zusammen gezimmert.
Die Druckzeit betrug soo.. ca. fünfeinhalb Stunden.
Das Material verzeiht leider keinen einzigen Fehler, daher kamen auch meine Probleme zustande.
Um die Drücke im Zaum zu halten, ist eine Druckgeschwindigkeit über 30 mm /sec., zu vermeiden.
Selbst die Temperatur spielt hierzu, eine übergroße Rolle.
Die Verarbeitungstemperatur hatte ich auf 238 C° eingestellt.
Der Druck selbst ging dann problemlos, die Drücke blieben über die Zeit konstant.
Ich habe den Verdacht, dass PETG sich genauso, oder sogar vielleicht besser Drucken läst wie PLA.
Leider fehlt mir hier der direkte Vergleich.
Das gelbe PETG von ESUN natürlich nicht, da es die hier beschrieben Probleme macht.
Bekannte Problemstellen am Benchy, sind die Überhänge und das Überspannen an der Frontscheibe.
Mit dem Benchy bin ich sehr zufrieden, so dass ich es hier getrost zeigen kann.")
leider habe ich im Hintergrund etwas für Unruhe gesorgt.
Zuerst sah es für mich so aus, als ob die neue FW 1.38.08.MOD, ein paar Macken hat.
Nach einiger Zeit stellte sich jedoch heraus, dass das gelbe PETG, wo hier keinen guten Ruf hat, mir ein Schnippchen geschlagen hatte.
Auch an meinem V2.c gingen unverständlicher weise die Digits hoch.
Nein die Düse war nicht verstopft!
Im innern des V2.c am Übergang PTFE und Schmelzkammer musste sich das Material verklebt haben.
Die Düse sabberte leicht am ersten Layer und langsam stiegen die Digits an.
Der Sense Mod. steuerte deshalb langsam weg vom Druckbett obwohl noch keine einzige Made abgelegt war.
Na so was aber auch!
Nach dem ich ein Schaschlikstab durch extrudiert hatte, war der Spuk vorbei.
Mit diesem Beitrag möchte ich euch zeigen, dass das V2 Hot END mit meinen Verbesserungen, das gelbe PETG doch verarbeiten kann.
Und nun zu dem PETG gelb von ESUN.
Ich habe mir natürlich Mühe gegeben um die besten Einstellparameter zu finden.
Am Anfang war natürlich einiges an Schrott dabei.
Das Material wurde von mir auf eine vorgewärmte Glasscheibe auf 80 C° gedruckt.
Leider hielt das gedruckte Benchy in originaler Größe wieder so gut, das mir was von der Scheibenoberfläche absplitterte.
Nicht schlimm, ich sehe diese Scheiben als Verschleißteile.
Ihr kennt das ja von euren Druckplatten!
In Zukunft drucke ich PETG nur noch auf ABS Beschichtung, diese dient als Trennmittel.
Das Benchy wurde mit einer Layerhöhe von 0,12 mm mit einer 0,2 mm Düse gedruckt.
Die 0,2 mm Düse ist nicht für das V2 käuflich erhältlich.
Aus diesem Grund habe ich mir selber eine zusammen gezimmert.
Die Druckzeit betrug soo.. ca. fünfeinhalb Stunden.
Das Material verzeiht leider keinen einzigen Fehler, daher kamen auch meine Probleme zustande.
Um die Drücke im Zaum zu halten, ist eine Druckgeschwindigkeit über 30 mm /sec., zu vermeiden.
Selbst die Temperatur spielt hierzu, eine übergroße Rolle.
Die Verarbeitungstemperatur hatte ich auf 238 C° eingestellt.
Der Druck selbst ging dann problemlos, die Drücke blieben über die Zeit konstant.
Ich habe den Verdacht, dass PETG sich genauso, oder sogar vielleicht besser Drucken läst wie PLA.
Leider fehlt mir hier der direkte Vergleich.
Das gelbe PETG von ESUN natürlich nicht, da es die hier beschrieben Probleme macht.
Bekannte Problemstellen am Benchy, sind die Überhänge und das Überspannen an der Frontscheibe.
Mit dem Benchy bin ich sehr zufrieden, so dass ich es hier getrost zeigen kann.
Du hast keine ausreichende Berechtigung, um die Dateianhänge dieses Beitrags anzusehen.
-
Crazy_Diver_84

- Gelegenheitsdrucker

- Beiträge: 15
- Registriert: Mo 4. Dez 2017, 09:18
- Has thanked: 9 times
- Been thanked: 18 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Seit etwa eine Woche versuche ich mich nun auch an PETG (das schwarze 2.85mm von Renkforce) und hatte anfangs mit der 1.10 Firmware welche im Auslieferungszustand auf meinem Board drauf war massive Probleme ( verstopfte Düsen und schlechte Haftung der einzelnen Druckschichten aufeinander). Mit dem Umstieg auf die 1.38 Firmware ist das Problem mit den Verstopften Düsen und auch das Problem mit dem pfeifenden Schrittmotor von nebenan gelöst. Massive Probleme hat mir allerdings weiterhin die Haftung der einzelnen Druckschichten bereitet. Dieses Problem konnte ich bisher durch durch eine deutlich höherere Düsentemperatur von 250°C lösen.
Hier auch mal das Benchy zur Veranschaulichung...
Als Hotend kam das original Renkforce mit 0.3mm Nozzle zum Einsatz,
Schichtdickke 0.23mm, Temperaturen 250°C nozzle und 75°C heatbed.
Die Druckgeschwindigkeit betrug 45mm/Sek.


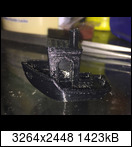

Das Ergebnis ist auf jeden Fall noch ausbaufähig und das Material in meinen Augen im Vergleich zu PLA ( am meisten stören mich die Fäden welche das Werkstück wie ein Pelz umgeben und einen Dicken Filamentfilm über die Nozzle ziehen
 ). echt gewöhnungsbedürftig. Aber ich werde wohl nicht darum herum kommen für das ein oder andere Haushaltsgimmick und im Modellbau mit diesem Material zu arbeiten.
). echt gewöhnungsbedürftig. Aber ich werde wohl nicht darum herum kommen für das ein oder andere Haushaltsgimmick und im Modellbau mit diesem Material zu arbeiten.
Hier auch mal das Benchy zur Veranschaulichung...
Als Hotend kam das original Renkforce mit 0.3mm Nozzle zum Einsatz,
Schichtdickke 0.23mm, Temperaturen 250°C nozzle und 75°C heatbed.
Die Druckgeschwindigkeit betrug 45mm/Sek.




Das Ergebnis ist auf jeden Fall noch ausbaufähig und das Material in meinen Augen im Vergleich zu PLA ( am meisten stören mich die Fäden welche das Werkstück wie ein Pelz umgeben und einen Dicken Filamentfilm über die Nozzle ziehen
-
AtlonXP
- 3D-Drucker Erfinder
- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Hallo Crazy_Diver_84,
das sieht doch schon ganz gut aus.
Ich möchte dir hier eine Warnung aussprechen.
Das PETG klebt so gut auf der Glas Keramik Druckplatte, dass diese bald hin sein könnte.
Auf was druckst du das PETG?
LG AtlonXP
das sieht doch schon ganz gut aus.
Ich möchte dir hier eine Warnung aussprechen.
Das PETG klebt so gut auf der Glas Keramik Druckplatte, dass diese bald hin sein könnte.
Auf was druckst du das PETG?
LG AtlonXP
-
Crazy_Diver_84
- Gelegenheitsdrucker
- Beiträge: 15
- Registriert: Mo 4. Dez 2017, 09:18
- Has thanked: 9 times
- Been thanked: 18 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Moin AtlonXP,
Meinen Erwartungen entspricht das Ergebnis leider noch nicht ganz. Bei den Tragfächensegmenten Für den "Flying Wing" welchen ich mir gerade bauen möchte brauche ich einfach eine bessere Oberflächengüte. Und für die Abklopfbox für Siebträger ( Espressomaschine) muss die Haftung der einzelnen Schichten noch besser werden (letzteres habe ich jetzt wohl durch die höhere Nozzletemperatur im Griff). Die Oberflächengüte werde ich wohl nur mit einer dünneren Schichtdicke erreichen aber da muss ich noch herumexperimentieren weil ich befürchte, dass mir dann wieder die Nozzle verstopft.
Bisher drucke ich direkt auf´s Glaskeramikbett welches vorher mit etwas in Aceton aufgelöstem ABS vorbehandelt wird. Die Druckbetthaftung bei vorgeheiztem Bett könnte bei der ersten Schicht vielleicht etwas besser sein aber dafür lösen sich Die Drucke deutlich leichter.
Bei den Tragflächensegmenten habe ich übrigens keine große Fläche auf dem Druckbett da diese stehend und ohne Infill gedruckt werden. Bei der Abklopfbochs habe auf Grund der Problemschilderungen mit der Glaskeramikplatte hier im Forum bewusst ebenfalls nur eine kleine Auflagefläche konstruiert und damit in kauf genommen, dass eine große Fläche überspannt werden muss.
In Zukunft werde ich aber mal einen Versuch starten die Druckfläche mit Kaptonfolie abzukleben weil ich bei der Aussenkontur der ersten Schicht mit PETG häufig das Problem habe, dass die Nozzle das eben aufgebrachte Material gleich wieder vom Druckbett zieht.
Beste Grüße
Julian
Meinen Erwartungen entspricht das Ergebnis leider noch nicht ganz. Bei den Tragfächensegmenten Für den "Flying Wing" welchen ich mir gerade bauen möchte brauche ich einfach eine bessere Oberflächengüte. Und für die Abklopfbox für Siebträger ( Espressomaschine) muss die Haftung der einzelnen Schichten noch besser werden (letzteres habe ich jetzt wohl durch die höhere Nozzletemperatur im Griff). Die Oberflächengüte werde ich wohl nur mit einer dünneren Schichtdicke erreichen aber da muss ich noch herumexperimentieren weil ich befürchte, dass mir dann wieder die Nozzle verstopft.
Bisher drucke ich direkt auf´s Glaskeramikbett welches vorher mit etwas in Aceton aufgelöstem ABS vorbehandelt wird. Die Druckbetthaftung bei vorgeheiztem Bett könnte bei der ersten Schicht vielleicht etwas besser sein aber dafür lösen sich Die Drucke deutlich leichter.
Bei den Tragflächensegmenten habe ich übrigens keine große Fläche auf dem Druckbett da diese stehend und ohne Infill gedruckt werden. Bei der Abklopfbochs habe auf Grund der Problemschilderungen mit der Glaskeramikplatte hier im Forum bewusst ebenfalls nur eine kleine Auflagefläche konstruiert und damit in kauf genommen, dass eine große Fläche überspannt werden muss.
In Zukunft werde ich aber mal einen Versuch starten die Druckfläche mit Kaptonfolie abzukleben weil ich bei der Aussenkontur der ersten Schicht mit PETG häufig das Problem habe, dass die Nozzle das eben aufgebrachte Material gleich wieder vom Druckbett zieht.
Beste Grüße
Julian
-
AtlonXP
- 3D-Drucker Erfinder
- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Hallo Crazy_Diver_84,
wenn du meine zerbrochene Vase anschaust weiter vorne hier, dann siehst du,
dass das Material zerbrochen ist wie Glas.
Der Bruch ging quer durch und nicht an den Layerschichten entlang.
Wie sind die empfohlenen Verarbeitungstemperaturen vom Hersteller für dein Material?
Bei dem ESUN Material sind es 230 – 250 C°.
Auf jeden Fall solltest du eine 0,3 mm Düse verwenden.
Die Düse hat einen tatsächlichen Durchmesser von 0,35 mm.
Und mit einer Schichtstärke von 0,12 mm bis 0,14 mm drucken.
Das Sabbern der Düse wird dann besser.
Das sollte ideal für den Modellbau sein und sogar noch Gewichteinsparung mit sich bringen.
Wenn die die Düse verstopft, dann ist deine Temperatur schon zu hoch, oder auch dein Material taugt nichts!
Es können aber auch PLA Reste sein, wo jetzt verkokeln und sich fest setzen.
Bei dem blauen Material hatte ich beobachtet (es ist durchsichtig),
dass im extrudierten Faden eine leicht Blasenbildung über 240 C° entsteht und es roch nach Glykol.
Das schwächt das Material.
Riecht dein Material bei 250 C° auch nach altem Autokühler?
In meiner ABS Soße sind etwa 10 % Kunststoff gelöst, die hält!
Man muss nur darauf achten, dass am ersten Layer genügend Anpressdruck besteht.
Das Heizbett sollte auf 70 – 80 C° aufgeheizt sein, dann geht das PETG mit dem ABS eine feste Bindung ein.
Bei dem Großen Benchy kann ich mir es sogar leisten, nach dem 1. Layer die Bettheizung komplett abzuschalten.
Der hochglänzende Boden am Benchy, ist mein ABS.
Nibbels war so freundlich und hat mir das Grüne und das Gelbe Material von ESUN zum Testen überlassen,
weil es sich schlecht oder gar nicht verarbeiten lassen soll.
Bei dem Gelben hat er schon mal Recht, das grüne werde ich auch noch dran nehmen.
Mir geht es hier darum, meinen MOD. vom V2 zu beweisen.
Wenn ich fertig bin werde ich hier noch was nachschieben.
Schau mal hier, was Nibbels weiter vorne empfohlen hat.
Das Blaue sieht toll aus und ist eine Empfehlung wert.
Ich hoffe dir nun genügend Tipps gegeben zu haben, dass du in Zukunft bessere Ergebnisse bekommst.
Das PETG ist ein sehr vielversprechender Werkstoff.
LG AtlonXP
wenn du meine zerbrochene Vase anschaust weiter vorne hier, dann siehst du,
dass das Material zerbrochen ist wie Glas.
Der Bruch ging quer durch und nicht an den Layerschichten entlang.
Wie sind die empfohlenen Verarbeitungstemperaturen vom Hersteller für dein Material?
Bei dem ESUN Material sind es 230 – 250 C°.
Auf jeden Fall solltest du eine 0,3 mm Düse verwenden.
Die Düse hat einen tatsächlichen Durchmesser von 0,35 mm.
Und mit einer Schichtstärke von 0,12 mm bis 0,14 mm drucken.
Das Sabbern der Düse wird dann besser.
Das sollte ideal für den Modellbau sein und sogar noch Gewichteinsparung mit sich bringen.
Wenn die die Düse verstopft, dann ist deine Temperatur schon zu hoch, oder auch dein Material taugt nichts!
Es können aber auch PLA Reste sein, wo jetzt verkokeln und sich fest setzen.
Bei dem blauen Material hatte ich beobachtet (es ist durchsichtig),
dass im extrudierten Faden eine leicht Blasenbildung über 240 C° entsteht und es roch nach Glykol.
Das schwächt das Material.
Riecht dein Material bei 250 C° auch nach altem Autokühler?
In meiner ABS Soße sind etwa 10 % Kunststoff gelöst, die hält!
Man muss nur darauf achten, dass am ersten Layer genügend Anpressdruck besteht.
Das Heizbett sollte auf 70 – 80 C° aufgeheizt sein, dann geht das PETG mit dem ABS eine feste Bindung ein.
Bei dem Großen Benchy kann ich mir es sogar leisten, nach dem 1. Layer die Bettheizung komplett abzuschalten.
Der hochglänzende Boden am Benchy, ist mein ABS.
Nibbels war so freundlich und hat mir das Grüne und das Gelbe Material von ESUN zum Testen überlassen,
weil es sich schlecht oder gar nicht verarbeiten lassen soll.
Bei dem Gelben hat er schon mal Recht, das grüne werde ich auch noch dran nehmen.
Mir geht es hier darum, meinen MOD. vom V2 zu beweisen.
Wenn ich fertig bin werde ich hier noch was nachschieben.
Schau mal hier, was Nibbels weiter vorne empfohlen hat.
Das Blaue sieht toll aus und ist eine Empfehlung wert.
Ich hoffe dir nun genügend Tipps gegeben zu haben, dass du in Zukunft bessere Ergebnisse bekommst.
Das PETG ist ein sehr vielversprechender Werkstoff.
LG AtlonXP
-
rf1k_mjh11

- Developer
- Beiträge: 2126
- Registriert: Di 6. Jan 2015, 19:44
- Wohnort: Autriche
- Has thanked: 34164 times
- Been thanked: 696 times
Druck mit PETG -> Weitere Erfahrungen mit hohen F-Digits
Hallo. Der Langatmige hat wieder was zu melden.
Auch ich möchte einige interessante Erfahrungen bezüglich PETG weitergeben.
Letztes Jahr, so April/Mai herum, habe ich mit PETG mir einen Halter für meine Action-Cam gedruckt (Filamenthersteller: 3DJake, Farbe: Sky Blue). Der Action-Cam-Halter kann in beliebiger Höhe vorne am Masten des Surfsegels montiert werden. Damals hatte ich Null Probleme beim drucken - vor Allem nicht das hier öfters beschriebene Ansteigen der F-Digits.
Vor zwei Wochen druckte ich die hintere Abdeckung eines gewöhnlichen Tischventilators (viele Jahre der Sonneneinstrahlung ließen den Kunststoff der Originalabdeckung völlig verspröden und zerbröseln). Als Filament wäre mir weiß recht gewesen. Zur Auswahl standen, als PETG, leider Kirschrot, Transparentgelb oder Himmelblau. Also wurde es Himmelblau, wegen der guten Erfahrungen im Vorjahr.
Der Druck fing gut an und ich achtete nicht mehr darauf. Irgendwann nach eineinhalb oder zwei Stunden setzte Filamentfräsen ein und es wurde kein Filament mehr gefördert--> der Druck war Schrott! So ging es ein weiteres Mal. Beim dritten Versuch achtete ich genauer auf alles und bemerkte die erhöhten F-Digits (5500-6000) gegenüber der sonst üblichen 3500-4500. Ich reduzierte die Druckgeschwindigkeit (Ausgangswert 52mm/s) um 20%. Die F-Digit-Werte sanken nicht entsprechend. Die Temperatur kurbelte ich höher und noch höher. Irgendwann war ich bei 268° und der Effekt war zwar da, vor Allem im miesen Druckbild, aber die F-Digits waren noch immer deutlich über 5000. Die Druckgeschwindigkeit wurde auf nur mehr 50% des ursprünglichen Wertes reduziert. Ein Effekt war bemerkbar, aber immer noch nicht so viel wie ich erwartet hätte. Die F-Digits lagen zwischen 4500 und 5500. Ich musste weg (Wochenendeinkauf). Wieder vom Einkauf zurück, erwartete mich nochmals das Bild eines Schrottdrucks -- gefrästes Filament und Förderung Null. Nachdem das Filament schon acht oder mehr Monate offen herumlag, vermutete ich ein Problem mit aufgenommener Luftfeuchtigkeit.
Zur Sicherheit spannte ich PLA ein und wagte einen Versuch. Nach 2 Stunden noch immer keine ungewöhnlichen F-Digit-Werte. Also dürfte das Problem nicht an irgendeiner Verstopfung liegen. Vielleicht doch Luftfeuchtigkeit? Acht Monate davor ließ sich das PETG Material doch problemlos drucken.
Daraufhin kamen alle drei PETG Filamente, rot, blau, gelb,in den auf 65° vorgewärmten Heißluft-Ofen und es wurde knapp drei Stunden gewartet.
Leider hatte ich inzwischen genug Himmelblau für die Tonne produziert, dass es vermutlich für das Druckobjekt nicht mehr reichen würde. Trotzdem habe ich das himmelblaue Material eingespannt und mit derselben GCode-Datei erneut einen Versuch gestartet. Nach kurzer Zeit waren die F-Digits wieder über 5000, trotz Geschwindigkeitsreduzierung und Temperaturerhöhung. --> Entweder sind 2:50h bei 65° zu wenig um das Filament zu trocknen oder die Feuchtigkeit verändert das PETG Material unumkehrbar in seinen Eigenschaften (zumindest was die Druckeigenschaften betrifft).
Die Himmelblaue Spule hatte ich inzwischen leer gedruckt.
Das kirschrote Material wurde eingespannt und das Spiel wiederholte sich von neuem. Da ich die ganze Zeit anwesend war, konnte ich den Druck bis ans unrühmliche Ende retten (echt miese Qualität). Notwendig waren eine zeitweise Geschwindigkeitsreduzierung und Temperaturerhöhung. Die lange Dauer und die Mühe waren nicht vergebens.
Ich entdeckte eine mögliche Lösung für das Problem. Es handelt sich dabei um den Trick der Schmierung (hier, hier und hier).
Ich hatte mit der 'Schmierung' aufgehört, nachdem ich das Hot End beschichten habe lassen. Ab jetzt werde es zumindest bei PETG wieder durchführen.
Zurück zum Druck im kirschroten Material: ich schrieb eben "... zeitweise Geschwindigkeitsreduzierung...". Nachdem ich die Idee mit dem 'Ölen' hatte, konnte ich die Temperaturen und die Geschwindigkeit beinahe auf die Ursprungswerte bringen.
Ich habe mir PETG in weiß besorgt und die Abdeckung in passendem weiß gedruckt, inklusive dem 'Ölen'. Keine Probleme (nachdem es sich um nagelneues Filament handelte, war das Ölen vielleicht gar nicht nötig, ich gewöhne ich es mir jetzt an). Benutzt wurde Erdnussöl, eine 0.6mm Düse im Pico ganzmetall-Hot End bei 0.5mm Layerhöhe.
Vielleicht könnten Besitzer des ominösen schwer-druckbaren gelben PETG Filaments einen Versuch starten, unter Zuhilfenahme von Öl?
mjh11
Auch ich möchte einige interessante Erfahrungen bezüglich PETG weitergeben.
Letztes Jahr, so April/Mai herum, habe ich mit PETG mir einen Halter für meine Action-Cam gedruckt (Filamenthersteller: 3DJake, Farbe: Sky Blue). Der Action-Cam-Halter kann in beliebiger Höhe vorne am Masten des Surfsegels montiert werden. Damals hatte ich Null Probleme beim drucken - vor Allem nicht das hier öfters beschriebene Ansteigen der F-Digits.
Vor zwei Wochen druckte ich die hintere Abdeckung eines gewöhnlichen Tischventilators (viele Jahre der Sonneneinstrahlung ließen den Kunststoff der Originalabdeckung völlig verspröden und zerbröseln). Als Filament wäre mir weiß recht gewesen. Zur Auswahl standen, als PETG, leider Kirschrot, Transparentgelb oder Himmelblau. Also wurde es Himmelblau, wegen der guten Erfahrungen im Vorjahr.
Der Druck fing gut an und ich achtete nicht mehr darauf. Irgendwann nach eineinhalb oder zwei Stunden setzte Filamentfräsen ein und es wurde kein Filament mehr gefördert--> der Druck war Schrott! So ging es ein weiteres Mal. Beim dritten Versuch achtete ich genauer auf alles und bemerkte die erhöhten F-Digits (5500-6000) gegenüber der sonst üblichen 3500-4500. Ich reduzierte die Druckgeschwindigkeit (Ausgangswert 52mm/s) um 20%. Die F-Digit-Werte sanken nicht entsprechend. Die Temperatur kurbelte ich höher und noch höher. Irgendwann war ich bei 268° und der Effekt war zwar da, vor Allem im miesen Druckbild, aber die F-Digits waren noch immer deutlich über 5000. Die Druckgeschwindigkeit wurde auf nur mehr 50% des ursprünglichen Wertes reduziert. Ein Effekt war bemerkbar, aber immer noch nicht so viel wie ich erwartet hätte. Die F-Digits lagen zwischen 4500 und 5500. Ich musste weg (Wochenendeinkauf). Wieder vom Einkauf zurück, erwartete mich nochmals das Bild eines Schrottdrucks -- gefrästes Filament und Förderung Null. Nachdem das Filament schon acht oder mehr Monate offen herumlag, vermutete ich ein Problem mit aufgenommener Luftfeuchtigkeit.
Zur Sicherheit spannte ich PLA ein und wagte einen Versuch. Nach 2 Stunden noch immer keine ungewöhnlichen F-Digit-Werte. Also dürfte das Problem nicht an irgendeiner Verstopfung liegen. Vielleicht doch Luftfeuchtigkeit? Acht Monate davor ließ sich das PETG Material doch problemlos drucken.
Daraufhin kamen alle drei PETG Filamente, rot, blau, gelb,in den auf 65° vorgewärmten Heißluft-Ofen und es wurde knapp drei Stunden gewartet.
Leider hatte ich inzwischen genug Himmelblau für die Tonne produziert, dass es vermutlich für das Druckobjekt nicht mehr reichen würde. Trotzdem habe ich das himmelblaue Material eingespannt und mit derselben GCode-Datei erneut einen Versuch gestartet. Nach kurzer Zeit waren die F-Digits wieder über 5000, trotz Geschwindigkeitsreduzierung und Temperaturerhöhung. --> Entweder sind 2:50h bei 65° zu wenig um das Filament zu trocknen oder die Feuchtigkeit verändert das PETG Material unumkehrbar in seinen Eigenschaften (zumindest was die Druckeigenschaften betrifft).
Die Himmelblaue Spule hatte ich inzwischen leer gedruckt.
Das kirschrote Material wurde eingespannt und das Spiel wiederholte sich von neuem. Da ich die ganze Zeit anwesend war, konnte ich den Druck bis ans unrühmliche Ende retten (echt miese Qualität). Notwendig waren eine zeitweise Geschwindigkeitsreduzierung und Temperaturerhöhung. Die lange Dauer und die Mühe waren nicht vergebens.
Ich entdeckte eine mögliche Lösung für das Problem. Es handelt sich dabei um den Trick der Schmierung (hier, hier und hier).
Ich hatte mit der 'Schmierung' aufgehört, nachdem ich das Hot End beschichten habe lassen. Ab jetzt werde es zumindest bei PETG wieder durchführen.
Zurück zum Druck im kirschroten Material: ich schrieb eben "... zeitweise Geschwindigkeitsreduzierung...". Nachdem ich die Idee mit dem 'Ölen' hatte, konnte ich die Temperaturen und die Geschwindigkeit beinahe auf die Ursprungswerte bringen.
Ich habe mir PETG in weiß besorgt und die Abdeckung in passendem weiß gedruckt, inklusive dem 'Ölen'. Keine Probleme (nachdem es sich um nagelneues Filament handelte, war das Ölen vielleicht gar nicht nötig, ich gewöhne ich es mir jetzt an). Benutzt wurde Erdnussöl, eine 0.6mm Düse im Pico ganzmetall-Hot End bei 0.5mm Layerhöhe.
Vielleicht könnten Besitzer des ominösen schwer-druckbaren gelben PETG Filaments einen Versuch starten, unter Zuhilfenahme von Öl?
mjh11
RF1000 (seit 2014) mit:
Pico Hot End (mit eigenem Bauteil- und Hot End Lüfter)
Ceran Bett
FW RF.01.47 (von Conrad, modif.)
Die Natur kontert immer sofort mit einem besseren Idioten.
Pico Hot End (mit eigenem Bauteil- und Hot End Lüfter)
Ceran Bett
FW RF.01.47 (von Conrad, modif.)
Die Natur kontert immer sofort mit einem besseren Idioten.
-
AtlonXP
- 3D-Drucker Erfinder
- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: Druck mit PETG -> Zusammenfassung der Erfahrungen
Hallo rf1k_mjh11,
Das grüne PETG ist keinen Deut besser zu drucken.
Ehrlich gesagt, ich hätte durch meinen Mod. am V2 bessere Ergebnisse erwartet, aber dem war nicht so.
Das Material haftet an allem was nicht aus Teflon ist, mit der Zeit immer mehr an.
Es ist keine Verkrustung oder wie ein Einbrennen, sondern es wirkt an den Messingteilen einfach wie Kleber oder immer zäher werdender Honig, wo immer mehr anhaftet.
Zu dieser Erkenntnis bin ich erst gestern gekommen, als ich ein paar Düsen von dieser PETG Aktion gereinigt habe.
Danke für deinen Hinweis mit Öl, ich hatte es bereits im Hinterkopf als ich das Problem bei der Verarbeitung bestätigen musste.
Ich sträube mich gegen dieses Vorgehen, aber es scheint wirklich die letzte Option zu sein bevor ich es in die Tonne werfe.
Meine Spekulation:
Ich weiß nicht wie alt des Gelbe und Grüne PETG tatsächlich ist.
Sollte Feuchtigkeit eine Rolle spielen, dann auf Molekularer Ebene mit dem Glykol.
Deshalb, sollte man dieses Material auf eine Trocknungstemperatur überhalb vom Siedepunkt von Wasser (oder im Vakuum ?), versuchen zu Trocknen.
Ich persönlich könnte mir eher eine Alterung durch Licht oder Sauerstoff vorstellen.
Aber vermutlich taugt das Zeug von Haus aus nichts!
Ein Farbwechsel auf Nibbels blau bei mir, mit erhöhter Temperatur und erhöhter Fördermenge, hatte die Drücke schnell wieder auf ein normales Niveau gebracht, ohne weiteres Zutun.
Ich benötige ein technisches Bauteil und werde mein Glück in Nibbels blau versuchen.
In Gelb oder Grün werde ich es nicht drucken.
Die Düsengröße und Verarbeitungstemperatur scheint keine Rolle zu spielen.
Anfänglich hat es auch sehr gut mit einer 0,2 mm Düse funktioniert.
PETG und ABS verträgt sich sehr gut mit einander.
Ein schlampiger Materialwechsel hatte mich zu dieser Erkenntnis geführt.
Reste von ABS haben sich bei einem Vasendruck, sehr gut integriert ohne dass es zur schlechten Layerhaftung gekommen ist.
Im Moment habe ich die Nase voll!
LG AtlonXP
das gelbe klebrige Zeug ist nun in meinem Regal gebunkert.rf1k_mjh11 hat geschrieben: Vielleicht könnten Besitzer des ominösen schwer-druckbaren gelben PETG Filaments einen Versuch starten, unter Zuhilfenahme von Öl?
mjh11
Das grüne PETG ist keinen Deut besser zu drucken.
Ehrlich gesagt, ich hätte durch meinen Mod. am V2 bessere Ergebnisse erwartet, aber dem war nicht so.
Das Material haftet an allem was nicht aus Teflon ist, mit der Zeit immer mehr an.
Es ist keine Verkrustung oder wie ein Einbrennen, sondern es wirkt an den Messingteilen einfach wie Kleber oder immer zäher werdender Honig, wo immer mehr anhaftet.
Zu dieser Erkenntnis bin ich erst gestern gekommen, als ich ein paar Düsen von dieser PETG Aktion gereinigt habe.
Danke für deinen Hinweis mit Öl, ich hatte es bereits im Hinterkopf als ich das Problem bei der Verarbeitung bestätigen musste.
Ich sträube mich gegen dieses Vorgehen, aber es scheint wirklich die letzte Option zu sein bevor ich es in die Tonne werfe.
Meine Spekulation:
Ich weiß nicht wie alt des Gelbe und Grüne PETG tatsächlich ist.
Sollte Feuchtigkeit eine Rolle spielen, dann auf Molekularer Ebene mit dem Glykol.
Deshalb, sollte man dieses Material auf eine Trocknungstemperatur überhalb vom Siedepunkt von Wasser (oder im Vakuum ?), versuchen zu Trocknen.
Ich persönlich könnte mir eher eine Alterung durch Licht oder Sauerstoff vorstellen.
Aber vermutlich taugt das Zeug von Haus aus nichts!
Ein Farbwechsel auf Nibbels blau bei mir, mit erhöhter Temperatur und erhöhter Fördermenge, hatte die Drücke schnell wieder auf ein normales Niveau gebracht, ohne weiteres Zutun.
Ich benötige ein technisches Bauteil und werde mein Glück in Nibbels blau versuchen.
In Gelb oder Grün werde ich es nicht drucken.
Die Düsengröße und Verarbeitungstemperatur scheint keine Rolle zu spielen.
Anfänglich hat es auch sehr gut mit einer 0,2 mm Düse funktioniert.
PETG und ABS verträgt sich sehr gut mit einander.
Ein schlampiger Materialwechsel hatte mich zu dieser Erkenntnis geführt.
Reste von ABS haben sich bei einem Vasendruck, sehr gut integriert ohne dass es zur schlechten Layerhaftung gekommen ist.
Im Moment habe ich die Nase voll!
LG AtlonXP