ich komme nicht weiter mit der z matrix scan geschichte. da sind immer positive werte dabei oder der scan bricht ab weil die meldung "Z-endstop protection kommt"
ich habe den Z Endschalter so eingestellt dass es beim z offset scan passt. dann den drucker aus und eingeschaltet und gehomt. dann mit 5 blatt druckerpapier geprüft. das passt. 5 gehen drunter und 6 nicht.
wie muss ich genau vorgehen beim rf1000?
>Wenn du dies durchgeführt hast und deinen HBS startest
>(Bitte vorher, die ganzen Z Offset Einstellungen zurücksetzen),
was ist hier gemeint mit z offset einstellungen zurücksetzen? wie kann ich das machen oder kontrollieren?
gruss
siegi
gebrauchten RF2000 in Betrieb nehmen
-
trilobyte
- 3D-Drucker

- Beiträge: 90
- Registriert: So 25. Jun 2017, 21:57
- Wohnort: lenggenwil
- Has thanked: 8 times
- Been thanked: 102 times
Re: gebrauchten RF2000 in Betrieb nehmen
was bedeutet denn diese fehlermeldung während dem heat bed scan?
10:34:10.603 : moveZPlusDownSlow: out of range 4
diese meldungen kommen immer wieder aber der scan läuft trotzdem durch?
hier wird die meldung generiert:
" if (error) {
Com::printFLN(PSTR("moveZPlusDownSlow: out of range "), g_scanRetries);
if (g_scanRetries) g_retryZScan = 1;
else g_abortZScan = error;
break;
}"
also sieht man dass er hier mehrere versuche gebraucht hat?
so sieht die matrix von meinem rf1000 mit der keramik kachel aus. die scheint ja krumm wie banane zu sein?
10:56:34.885 : back left ... back right
10:56:34.885 : ;7;0;15;35;55;75;95;115;135;155;175;195;215;235;245
10:56:34.885 : ;0;-0.39;-0.39;-0.37;-0.36;-0.34;-0.33;-0.34;-0.34;-0.33;-0.34;-0.33;-0.41;-0.43;-0.43
10:56:34.885 : ;30;-0.39;-0.39;-0.37;-0.36;-0.34;-0.33;-0.34;-0.34;-0.33;-0.34;-0.33;-0.41;-0.43;-0.43
10:56:34.885 : ;50;-0.35;-0.35;-0.30;-0.30;-0.25;-0.25;-0.27;-0.26;-0.26;-0.27;-0.26;-0.33;-0.39;-0.39
10:56:34.885 : ;70;-0.31;-0.31;-0.26;-0.23;-0.20;-0.20;-0.21;-0.20;-0.19;-0.21;-0.23;-0.28;-0.32;-0.32
10:56:34.885 : ;90;-0.29;-0.29;-0.25;-0.22;-0.17;-0.15;-0.15;-0.17;-0.14;-0.16;-0.17;-0.24;-0.31;-0.31
10:56:34.885 : ;110;-0.25;-0.25;-0.22;-0.18;-0.15;-0.12;-0.10;-0.09;-0.08;-0.12;-0.15;-0.22;-0.27;-0.27
10:56:34.885 : ;130;-0.23;-0.23;-0.20;-0.18;-0.12;-0.11;-0.11;-0.08;-0.08;-0.12;-0.12;-0.20;-0.25;-0.25
10:56:34.885 : ;150;-0.19;-0.19;-0.16;-0.17;-0.13;-0.09;-0.08;-0.08;-0.08;-0.11;-0.14;-0.20;-0.23;-0.23
10:56:34.885 : ;170;-0.19;-0.19;-0.15;-0.15;-0.10;-0.06;-0.08;-0.08;-0.08;-0.12;-0.13;-0.18;-0.25;-0.25
10:56:34.885 : ;190;-0.17;-0.17;-0.14;-0.11;-0.08;-0.04;-0.08;-0.08;-0.09;-0.12;-0.13;-0.20;-0.27;-0.27
10:56:34.885 : ;210;-0.13;-0.13;-0.12;-0.09;-0.10;-0.04;-0.07;-0.08;-0.08;-0.13;-0.14;-0.18;-0.25;-0.25
10:56:34.885 : ;230;-0.11;-0.11;-0.08;-0.07;-0.08;-0.04;-0.06;-0.08;-0.09;-0.14;-0.17;-0.21;-0.27;-0.27
10:56:34.885 : ;245;-0.11;-0.11;-0.08;-0.07;-0.08;-0.04;-0.06;-0.08;-0.09;-0.14;-0.17;-0.21;-0.27;-0.27
10:56:34.885 : offset = -49 [steps] (= -0.04 [mm])
10:56:34.885 : warpage = -501 [steps] (= -0.39 [mm])
10:56:34.885 : g_uZMatrixMax[X_AXIS] = 14
10:56:34.885 : g_uZMatrixMax[Y_AXIS] = 13
10:56:34.885 : g_nActiveHeatBed = 1
10:34:10.603 : moveZPlusDownSlow: out of range 4
diese meldungen kommen immer wieder aber der scan läuft trotzdem durch?
hier wird die meldung generiert:
" if (error) {
Com::printFLN(PSTR("moveZPlusDownSlow: out of range "), g_scanRetries);
if (g_scanRetries) g_retryZScan = 1;
else g_abortZScan = error;
break;
}"
also sieht man dass er hier mehrere versuche gebraucht hat?
so sieht die matrix von meinem rf1000 mit der keramik kachel aus. die scheint ja krumm wie banane zu sein?
10:56:34.885 : back left ... back right
10:56:34.885 : ;7;0;15;35;55;75;95;115;135;155;175;195;215;235;245
10:56:34.885 : ;0;-0.39;-0.39;-0.37;-0.36;-0.34;-0.33;-0.34;-0.34;-0.33;-0.34;-0.33;-0.41;-0.43;-0.43
10:56:34.885 : ;30;-0.39;-0.39;-0.37;-0.36;-0.34;-0.33;-0.34;-0.34;-0.33;-0.34;-0.33;-0.41;-0.43;-0.43
10:56:34.885 : ;50;-0.35;-0.35;-0.30;-0.30;-0.25;-0.25;-0.27;-0.26;-0.26;-0.27;-0.26;-0.33;-0.39;-0.39
10:56:34.885 : ;70;-0.31;-0.31;-0.26;-0.23;-0.20;-0.20;-0.21;-0.20;-0.19;-0.21;-0.23;-0.28;-0.32;-0.32
10:56:34.885 : ;90;-0.29;-0.29;-0.25;-0.22;-0.17;-0.15;-0.15;-0.17;-0.14;-0.16;-0.17;-0.24;-0.31;-0.31
10:56:34.885 : ;110;-0.25;-0.25;-0.22;-0.18;-0.15;-0.12;-0.10;-0.09;-0.08;-0.12;-0.15;-0.22;-0.27;-0.27
10:56:34.885 : ;130;-0.23;-0.23;-0.20;-0.18;-0.12;-0.11;-0.11;-0.08;-0.08;-0.12;-0.12;-0.20;-0.25;-0.25
10:56:34.885 : ;150;-0.19;-0.19;-0.16;-0.17;-0.13;-0.09;-0.08;-0.08;-0.08;-0.11;-0.14;-0.20;-0.23;-0.23
10:56:34.885 : ;170;-0.19;-0.19;-0.15;-0.15;-0.10;-0.06;-0.08;-0.08;-0.08;-0.12;-0.13;-0.18;-0.25;-0.25
10:56:34.885 : ;190;-0.17;-0.17;-0.14;-0.11;-0.08;-0.04;-0.08;-0.08;-0.09;-0.12;-0.13;-0.20;-0.27;-0.27
10:56:34.885 : ;210;-0.13;-0.13;-0.12;-0.09;-0.10;-0.04;-0.07;-0.08;-0.08;-0.13;-0.14;-0.18;-0.25;-0.25
10:56:34.885 : ;230;-0.11;-0.11;-0.08;-0.07;-0.08;-0.04;-0.06;-0.08;-0.09;-0.14;-0.17;-0.21;-0.27;-0.27
10:56:34.885 : ;245;-0.11;-0.11;-0.08;-0.07;-0.08;-0.04;-0.06;-0.08;-0.09;-0.14;-0.17;-0.21;-0.27;-0.27
10:56:34.885 : offset = -49 [steps] (= -0.04 [mm])
10:56:34.885 : warpage = -501 [steps] (= -0.39 [mm])
10:56:34.885 : g_uZMatrixMax[X_AXIS] = 14
10:56:34.885 : g_uZMatrixMax[Y_AXIS] = 13
10:56:34.885 : g_nActiveHeatBed = 1
-
AtlonXP

- 3D-Drucker Erfinder

- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: gebrauchten RF2000 in Betrieb nehmen
(Am RF2000)trilobyte hat geschrieben:was bedeutet denn diese fehlermeldung während dem heat bed scan?
10:34:10.603 : moveZPlusDownSlow: out of range 4
diese meldungen kommen immer wieder aber der scan läuft trotzdem durch?
hier wird die meldung generiert:
" if (error) {
Com::printFLN(PSTR("moveZPlusDownSlow: out of range "), g_scanRetries);
if (g_scanRetries) g_retryZScan = 1;
else g_abortZScan = error;
break;
}"
also sieht man dass er hier mehrere versuche gebraucht hat?
Verheddert sich der Scann manchmal an einem Messpunkt, so dass er nochmals anfängt diesen von ganz oben zu messen?
Oder sogar nochmals Homing macht und dann weiter Misst?
Ich bin mir bei der Fehlermeldung nicht sicher was diese bedeutet.
Nibbels hat in unserer FW eine Meldung eingebaut, wie die Z Schraube ein- oder auszudrehen ist.
Ist das vielleicht die?
Deine RF1000 Matrix sieht gut aus.
Du bist überall im Minus, also unter null.
So sollte das aussehen.
Trotz krummer Kachel sind alle Werte im Bereich zwischen -0,01 und -0,49 mm.
Somit auch nicht Out of Rang.
Die Kachel ist zwar nicht eben, aber unser Drucker kann das.
Jetzt stellt sich die Frage: Warum ist das am RF2000 nicht so?
Welche FW hast du am RF1000 drauf?
Welche FW hast du am RF2000 drauf?
Deine Einstellbeschreibung hört sich auch gut an.
Früher hatte ich es am RF1000 so gemacht, dass 4 Blatt Parier leicht gestreift überall unter passt, im Kalten zustand.
Bei dem V2 Hot End muss man auch die Ausdehnung bei Erwärmung mit einkalkulieren.
Wir müssen uns einig sein, über welchen Drucker wir weiter schreiben und mit welchem Hot End.
Sonst wird das durcheinander zu groß.
Die RFX000 klasse hat mehrere Z- Offsets.
Der erste wird gebildet beim HBS.
An deinem RF1000 ist dieser -0,04 mm.
Dann gibt es noch einen zusätzlichen.
Den findest Du im Drucker Menü in einem eigenen Fenster und in unserem SenseOffset Mod Fenster.
Dieser wird auch im ROM hinterlegt und ist limitiert frei einstellbar.
Und dann gibt es noch einen im RAM.
Mache diesen Link auf und scrolle runter bis zum Nibbels/Wessix SenseOffset
https://github.com/RF1000community/Repe ... evelopment
In dem Menüfenster siehst du den Z-Offset (zO:) und den Sene-Offset (sO:).
In Kurzform:
Wenn es der HBS mit einem gut meint und man diesen mit der Drucktemperatur ausführt, dann hat man bereits den richtigen Z- Offset dort in der Matrix hinterlegt.
Druckt man nun ein Teil und hat in dem anderen Z- Offset noch irgendetwas stehen, wird dieser auch noch dazu addiert.
Während des HBS ist dieser Z- Offset uninteressant, aber danach schon und kann auch Verwirrung stiften.
Leider bist du mit dem Z- Offset sehr eingeschränkt da dieser in dem von mir oben angegeben Wertebereich sein muss, ansonsten ist wieder die Kurblerrei an der Z- Achsenschraube angesagt.
Ins Plus lässt er glaube ich knapp 3 mm zu. (Nibbels weiß das alles viiiel besser.)
Mit meinem Umbau habe ich das Problem umgangen.
Hier noch eine Doktorarbeit über die Längenausdehnung des V2.
http://www.rf1000.de/viewtopic.php?p=21710#p21710
LG AtlonXP
-
trilobyte
- 3D-Drucker
- Beiträge: 90
- Registriert: So 25. Jun 2017, 21:57
- Wohnort: lenggenwil
- Has thanked: 8 times
- Been thanked: 102 times
Re: gebrauchten RF2000 in Betrieb nehmen
im moment beschäftige ich mich nur mit dem rf1000 den ich auf e3d umgebaut habe.
der rf2000 steht in der firma und bleibt da auch stehen da ich jetzt 2 woche urlaub habe.
so ganz blicke ich mit den offsets noch nicht durch. was bedeutet ein negativer wert in der z matrix?
wo soll die nozzle stehen nach dem homen? 0.5mm über dem bett?
leider habe ich das hotend nochmals ausbauen müssen. ich habe die m2 schrauben durch madenschrauben ersetzt. leider kann ich das hotend immer noch nicht vernünftig anziehen da es mir sonst mein drehteil aus dem kühlkörper zieht. ich überlege mir grad das teil vom rf2000 nachzubauen.
da wird ein schaft geklemmt und nicht einer mutter angeklemmt.
wenn ich das gefixt habe versuche ich mal alle offsets zurückzusetzen und versuche mal alles zu verstehen.
gruss
siegi
der rf2000 steht in der firma und bleibt da auch stehen da ich jetzt 2 woche urlaub habe.
so ganz blicke ich mit den offsets noch nicht durch. was bedeutet ein negativer wert in der z matrix?
wo soll die nozzle stehen nach dem homen? 0.5mm über dem bett?
leider habe ich das hotend nochmals ausbauen müssen. ich habe die m2 schrauben durch madenschrauben ersetzt. leider kann ich das hotend immer noch nicht vernünftig anziehen da es mir sonst mein drehteil aus dem kühlkörper zieht. ich überlege mir grad das teil vom rf2000 nachzubauen.
da wird ein schaft geklemmt und nicht einer mutter angeklemmt.
wenn ich das gefixt habe versuche ich mal alle offsets zurückzusetzen und versuche mal alles zu verstehen.
gruss
siegi
-
AtlonXP
- 3D-Drucker Erfinder
- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: gebrauchten RF2000 in Betrieb nehmen
Hallo Siegi,
zu deinem Hot End Umbau:
Dein E3D V6 hat vom Hersteller eine Montage Nut verpasst bekommen.
Ideal finde ich, wenn man diese auch nutzt zur Befestigung.
Du kannst dir hier einen Halter Drucken aus PETG oder auch aus ABS.
Nibbels hat hier schon eine gute Konstruktionsarbeit geleistet.
http://www.rf1000.de/viewtopic.php?p=26568#p26568
Von Wessix gibt es auch noch was hier im Forum, in Verbindung mit dem Titan Extruder.
Ein negativer Wert bedeute, wenn deine Zahlenkolone in der HBS Matrix, als Vorzeichen einen Minus tragen.
Die FW will das so haben, sonst funktioniert deine Z- Kompensation nicht.
Alle Achsen stehen nach dem Homing genau am Schaltpunkt der Endschalter.
Damit dein Nozzle die Druckplatte berühren kann, musst du über den Nullpunkt hinaus ins Minus fahren.
Wenn dein Drucker in allen Achsen in der Homingposition steht und du ihm M3001 sendest,
dann fährt dein Nozzle den Negativwert (HBS Offset) an.
Das Referenzsystem wird somit gewechselt.
Mit M3000 wechselst du wieder zurück.
Probiere es aus und schaue wie sich deine Z Achse verhält.
Hier noch eine Bedingung, die du auch bei deinem Umbau einhalten solltest:
Wenn alle Achsen in der Homingposition stehen, dann sollte gewährleistet sein,
dass dein Hot End ohne zu streifen an der Duckplatte vorbei, tiefer in Z minus, ohne Kollision fahren kann.
LG AtlonXP
zu deinem Hot End Umbau:
Dein E3D V6 hat vom Hersteller eine Montage Nut verpasst bekommen.
Ideal finde ich, wenn man diese auch nutzt zur Befestigung.
Du kannst dir hier einen Halter Drucken aus PETG oder auch aus ABS.
Nibbels hat hier schon eine gute Konstruktionsarbeit geleistet.
http://www.rf1000.de/viewtopic.php?p=26568#p26568
Von Wessix gibt es auch noch was hier im Forum, in Verbindung mit dem Titan Extruder.
trilobyte hat geschrieben:
so ganz blicke ich mit den offsets noch nicht durch. was bedeutet ein negativer wert in der z matrix?
wo soll die nozzle stehen nach dem homen? 0.5mm über dem bett?
Ein negativer Wert bedeute, wenn deine Zahlenkolone in der HBS Matrix, als Vorzeichen einen Minus tragen.
Die FW will das so haben, sonst funktioniert deine Z- Kompensation nicht.
Alle Achsen stehen nach dem Homing genau am Schaltpunkt der Endschalter.
Damit dein Nozzle die Druckplatte berühren kann, musst du über den Nullpunkt hinaus ins Minus fahren.
Wenn dein Drucker in allen Achsen in der Homingposition steht und du ihm M3001 sendest,
dann fährt dein Nozzle den Negativwert (HBS Offset) an.
Das Referenzsystem wird somit gewechselt.
Mit M3000 wechselst du wieder zurück.
Probiere es aus und schaue wie sich deine Z Achse verhält.
Hier noch eine Bedingung, die du auch bei deinem Umbau einhalten solltest:
Wenn alle Achsen in der Homingposition stehen, dann sollte gewährleistet sein,
dass dein Hot End ohne zu streifen an der Duckplatte vorbei, tiefer in Z minus, ohne Kollision fahren kann.
LG AtlonXP
-
trilobyte
- 3D-Drucker
- Beiträge: 90
- Registriert: So 25. Jun 2017, 21:57
- Wohnort: lenggenwil
- Has thanked: 8 times
- Been thanked: 102 times
Re: gebrauchten RF2000 in Betrieb nehmen
das habe ich gesehen. ich habe mich an dreh und frästeile gehalten. diese maschinen laufen auch wenn der 3d drucker zerlegt ist ,-)AtlonXP hat geschrieben:Dein E3D V6 hat vom Hersteller eine Montage Nut verpasst bekommen.
Ideal finde ich, wenn man diese auch nutzt zur Befestigung.
Du kannst dir hier einen Halter Drucken aus PETG oder auch aus ABS.
Nibbels hat hier schon eine gute Konstruktionsarbeit geleistet.
hier das ergebniss von den heutigen basteleien:



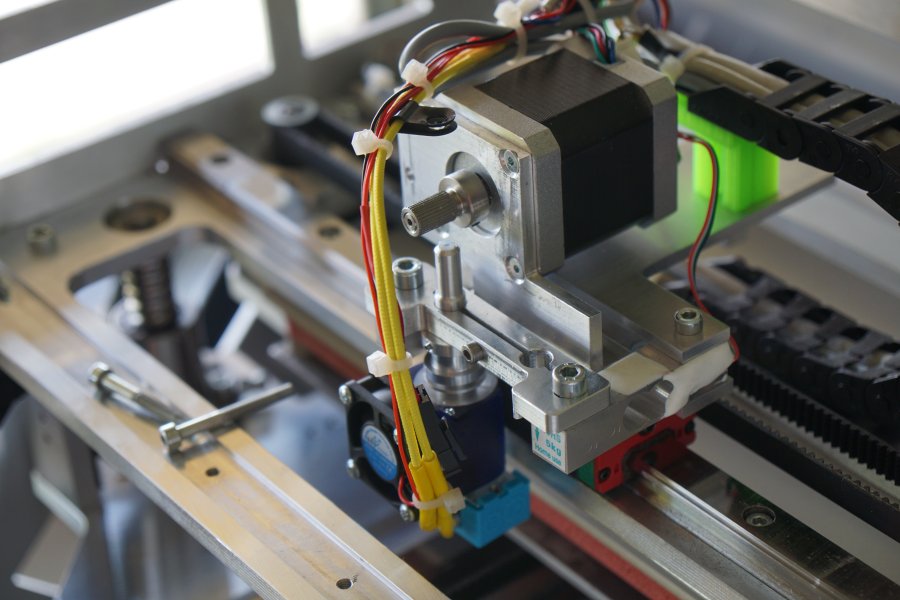
mir gefällt die aktuelle lösung. die büchse mit innendurchmesser 4.1mm für das teflonröhrchen ist mit 2 M2 madenschrauben geklemmt.
befestigt ist das ganze rf2000 like mit einer klemmung. die bohrung habe ich mit einer H7 reibahle ausgerieben und die hülse mit 2/100 untermass gedreht. passt tip top. die position ist jetzt in y wieder wie zuvor beim rf1000 damit der exdruder in y an der richtigen stelle steht.
in x richtung habe ich die bohrung etwas nach links geschoben (mass vom rf2000) das passt aber noch nicht ganz perfekt für das 1.75er filament. ich habe die befestiungsbohrung von dem klemmteil ein wenig ausgefeilt damit ich noch einen knappen halben mm nach links rüber konnte.
also andrückrad habe ich ein kugellager mit einer rille und das original rf1000 ritzel.
den lüfter vom original e3d musste ich ersetzen. der hat vibriert ohne ende, der ganze drucker geriet in schwingung.
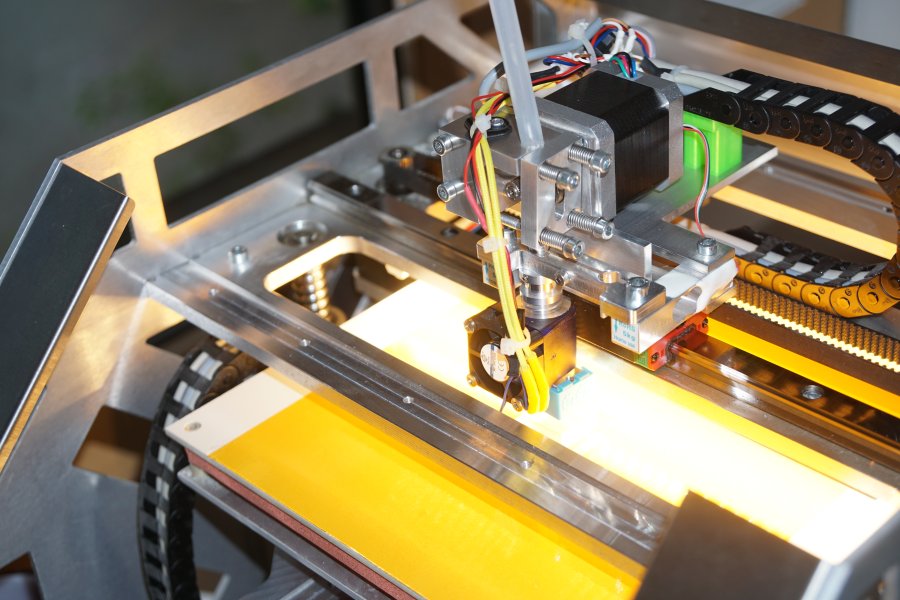
der erste probedruck:
(also druckoberfläche habe ich ein stück 200mm breites Kaptontape drauf)
beim deckel hängen die fäden die über die luft gespannt werden mehr druch. da muss ich die parameter anpassen.
ok, danke für die erklärung. ich werde als nächstes dann mal noch versuchen mein bett besser auszurichten.AtlonXP hat geschrieben: Ein negativer Wert bedeute, wenn deine Zahlenkolone in der HBS Matrix, als Vorzeichen einen Minus tragen.
Die FW will das so haben, sonst funktioniert deine Z- Kompensation nicht.
Alle Achsen stehen nach dem Homing genau am Schaltpunkt der Endschalter.
Damit dein Nozzle die Druckplatte berühren kann, musst du über den Nullpunkt hinaus ins Minus fahren.
Wenn dein Drucker in allen Achsen in der Homingposition steht und du ihm M3001 sendest,
dann fährt dein Nozzle den Negativwert (HBS Offset) an.
Das Referenzsystem wird somit gewechselt.
Mit M3000 wechselst du wieder zurück.
Probiere es aus und schaue wie sich deine Z Achse verhält.
guter hinweise, werde ich gleich kontrollieren!AtlonXP hat geschrieben: Hier noch eine Bedingung, die du auch bei deinem Umbau einhalten solltest:
Wenn alle Achsen in der Homingposition stehen, dann sollte gewährleistet sein,
dass dein Hot End ohne zu streifen an der Duckplatte vorbei, tiefer in Z minus, ohne Kollision fahren kann.
LG AtlonXP
wie stark längt sich das e3d hotend? weniger als das v2 aber auch etwas?
gruss
siegi
-
trilobyte
- 3D-Drucker
- Beiträge: 90
- Registriert: So 25. Jun 2017, 21:57
- Wohnort: lenggenwil
- Has thanked: 8 times
- Been thanked: 102 times
Re: gebrauchten RF2000 in Betrieb nehmen
ps: durch meinen umbau steht die nozzle ziemlich exakt auf der alten höhe vom v2.
pps: anfangs ging der erste druckversuch schief. ich musste die nozzle tauschen. keine ahnung wieso, aber die war dicht. (aber nagelneu?, ich habe nur heatbed scans gemacht)
pps: anfangs ging der erste druckversuch schief. ich musste die nozzle tauschen. keine ahnung wieso, aber die war dicht. (aber nagelneu?, ich habe nur heatbed scans gemacht)
-
trilobyte
- 3D-Drucker
- Beiträge: 90
- Registriert: So 25. Jun 2017, 21:57
- Wohnort: lenggenwil
- Has thanked: 8 times
- Been thanked: 102 times
Re: gebrauchten RF2000 in Betrieb nehmen
achja die blauen led habe ich rausgerissen und dafür einen streifen warmweisse mit CRI80 unter die aluplatte unter der führung von der x achse geklebt. den 2ten led stecker habe ich verwendet um den e3d lüfter anzuschliessen.
bauteillüfter habe ich noch keinen. hier sind noch ideen gefragt ,-)
aktuell habe ich noch 245mm verfahrweg in x
gruss
siegi
bauteillüfter habe ich noch keinen. hier sind noch ideen gefragt ,-)
aktuell habe ich noch 245mm verfahrweg in x
gruss
siegi
-
AtlonXP
- 3D-Drucker Erfinder
- Beiträge: 3541
- Registriert: So 15. Nov 2015, 20:55
- Has thanked: 773 times
- Been thanked: 4241 times
Re: gebrauchten RF2000 in Betrieb nehmen
Hallo Siegi,
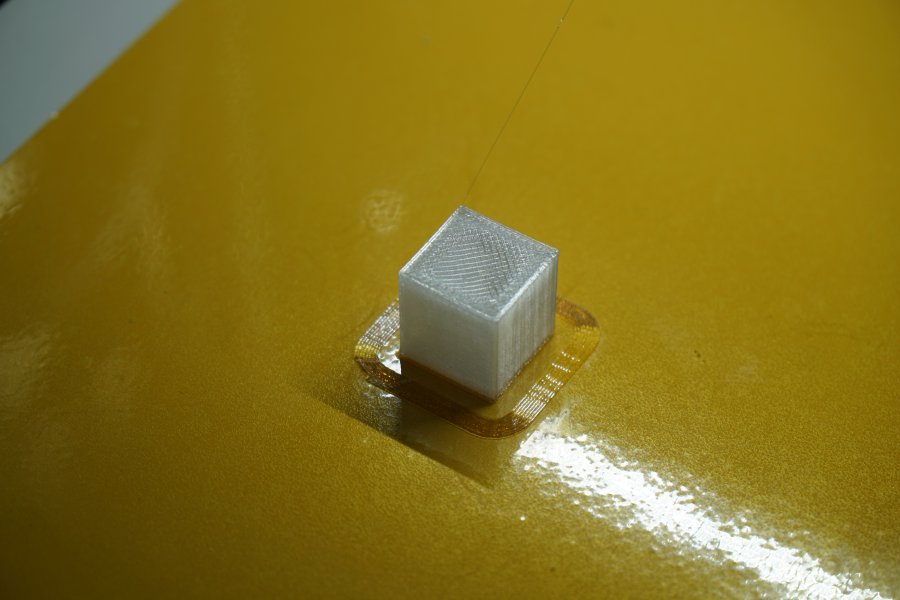
das hast du sauber gemacht.
Wir haben das Bestreben, das Mundstück vom Hot End so dicht wie möglich an das Transportritzel
heran zu führen.
Dies wird benötigt, wenn man sehr weiche Kunststoffe drucken möchten.
Ist der Abstand zu groß, dann hat das Material die Möglichkeit seitlich abzuhauen.
S.h.: Bild 3
Das E3D V6 ist ein Ganzmetall Hot End und hat eine wesentliche geringer Wärmeausdehnung.
Eine Nachlängung gibt es nicht.
Das kannst du selber nachmessen mit dem mhierscan.
LG AtlonXP
das hast du sauber gemacht.
Wir haben das Bestreben, das Mundstück vom Hot End so dicht wie möglich an das Transportritzel
heran zu führen.
Dies wird benötigt, wenn man sehr weiche Kunststoffe drucken möchten.
Ist der Abstand zu groß, dann hat das Material die Möglichkeit seitlich abzuhauen.
S.h.: Bild 3
Das E3D V6 ist ein Ganzmetall Hot End und hat eine wesentliche geringer Wärmeausdehnung.
Eine Nachlängung gibt es nicht.
Das kannst du selber nachmessen mit dem mhierscan.
LG AtlonXP
-
trilobyte
- 3D-Drucker
- Beiträge: 90
- Registriert: So 25. Jun 2017, 21:57
- Wohnort: lenggenwil
- Has thanked: 8 times
- Been thanked: 102 times
Re: gebrauchten RF2000 in Betrieb nehmen
das e3d hotend druckt bis jetzt sehr sauber (bis jetzt ausschliesslich klares petg)
apropos petg: das ist so sauber und klar auch das geschmiere um die nozzle, ich habe mir überlegt gar kein pla mehr zu verwenden. irgendwie gibt das immer so ein gekokel. ich werde das mal mit dem petg weiter beobachten. ich drucke meist funktionielle teile und praktisch nur petg.
was gar nicht funktioniert im moment sind brücken. da tu ich mich noch schwer. ich habe mal versuchsweise beim brücken spannen mit dem mund geblasen. das hat sofort was bewirkt. ich bin nun also am überlegen die ich da noch ne luftführung hinkriege. dadurch das der e3d lüfter im weg ist ist nicht mehr viel platz.
ich habe mir schon überlegt den vorderen alu steg rauszuschneiden. oder aber ich verschenke ein wenig x weg und bau es seitlich ein?
ich habe mal hier im schon eine luftführung für den e3d umbau gesehen, finde den tread aber grad nicht mehr. hat den jemand zur hand?
gruss
siegi
apropos petg: das ist so sauber und klar auch das geschmiere um die nozzle, ich habe mir überlegt gar kein pla mehr zu verwenden. irgendwie gibt das immer so ein gekokel. ich werde das mal mit dem petg weiter beobachten. ich drucke meist funktionielle teile und praktisch nur petg.
was gar nicht funktioniert im moment sind brücken. da tu ich mich noch schwer. ich habe mal versuchsweise beim brücken spannen mit dem mund geblasen. das hat sofort was bewirkt. ich bin nun also am überlegen die ich da noch ne luftführung hinkriege. dadurch das der e3d lüfter im weg ist ist nicht mehr viel platz.
ich habe mir schon überlegt den vorderen alu steg rauszuschneiden. oder aber ich verschenke ein wenig x weg und bau es seitlich ein?
ich habe mal hier im schon eine luftführung für den e3d umbau gesehen, finde den tread aber grad nicht mehr. hat den jemand zur hand?
gruss
siegi