

Es betrifft ein CAD-Modell, dass ich verwendete, um die Beule an den Ecken sichtbarer zu machen. Wobei ich als eine der Ursachen eine mathematische Unzulänglichkeit der Slicer anführe.mhier hat geschrieben:Deine "Simulation" im Eingangspost übertreibt den Effekt also vermutlich so um einen Faktor 100.
Ich habe mit der Simulation keineswegs den Effekt übertrieben. Das Netz ist voller Bilder, wo man eine Beule in der von mir dargestellten Größenordnung sieht. Ich scheute mich und scheue jedoch extrem davor, solche Bilder zu verlinken oder hier hinein zu stellen, denn es fehlt an Hintergrundinformation. Ich kann auch aus denselben Gründen nicht mit gutem Gewissen sagen, die Beulen kämen von, oder kämen nur von, der mathematischen Überextrudierung in den Ecken.
Drei wichtige Informationen, die den Fotos aus dem Netz fehlen, sind:
a) War der Drucker überhaupt richtig eingestellt? (In anderen Worten, wie sehen die Teile allgemein aus?) War der Drucker schlecht eingestellt, sehen die Teile generell schlecht aus. Da kann es leicht sein, dass die Beulen völlig durch andere Probleme überdeckt werden (und man damit die Beulen, die ich anspreche, gar nicht sieht). Ungenügend gespannte Zahnriemen können ein ähnliches Bild hervorrufwen.
b) Da die Beulen, meiner Theorie nach, hauptsächlich, oder überhaupt nur, nach der Ecke erscheinen, ist die Druckreihenfolge, bzw. die Druckrichtung wichtig. Ein mögliches Beispiel: Im Bild sieht man einen Kalibrierwürfel. Da sieht man, über zweidrittel der Layer, an der Ecke die schöne Beule. Danach ist diese (scheinbar) verschwunden. Wieso? Da könnte auf dem Druckbett ein zweites Bauteil gewesen sein, das viel niedriger war, und mit gedruckt wurde. (Da kann es sein, dass der Slicer nach der Fertigstellung des kleineren Teils die Druckrichtung wechselte.) Generell ist das fotografische ‘Einfangen‘ eines Details wie die Beule schwierig – so wie das Wellenmuster durch die eiernden Spindel. Der Lichteinfall muss perfekt sein. Da kann es leicht sein, dass die Beule jetzt an der anderen Ecke ist und im Bild leider nicht so sichtbar ist. Es muss nicht einmal ein zweites Druckobjekt im Spiel sein. Wenn man das Druckobjekt nicht von allen Seiten sehen kann, kann auch die Form des Objekts den Slicer dazu bringen, dass die Druckrichtung gewechselt wird. Das sieht man im Bild nicht. Folglich sind Bilder aus dritter Hand immer suspekt.
c) Das Ausgangsmodell ist meist unbekannt. War da wirklich eine scharfe Ecke? Oder doch ein Radius mit 0.5mm oder 0.6mm?
Ich habe kürzlich im Zuge der Recherche für einen Beitrag ein dutzend Teile gedruckt, mit unterschiedlichen Einstellungen (Layerhöhe, Beschleunigung und Düsendurchmesser). Die zeigen alle die Beule in ähnlichem Ausmaß, an drei der 4 Ecken (die Ecke, wo begonnen/aufgehört wird, darf nicht betrachtet werden). Alle Beulen sind nach der Ecke (ich habe mir extra notiert, dass die Perimeter aller Teile, von oben betrachtet, gegen den Uhrzeigersinn gelegt wurden). Die Teile sind jedoch recht klein, 15x15x4mm. Da wird das Fotografieren schwierig für mich.
Also nein, die Simulation kommt in etwa hin. Trotzdem einige Links zu Bildern [bitte dabei die Argumente a), b) und c) beachten!]. Ich kann natürlich nicht behaupten, die Bilder zeigen Beulen als Folge der mathematischen Überextrudierung an den Ecken. Ebenso wenig wie man mit gutem gewissen behaupten könnte Pressure Advance hätte jedes der gezeigten Probleme gelöst - es fehlt an Informationen!
Bild 1 zeigt eine schöne Beule an einer Ecke, an der zweiten kaum.
Bild 2 zeigt die zwei Seiten von nur einer Ecke. Hier sieht man auch, dass die Beule primär auf der einen Seite zu sehen ist. Falls im Bild die Unterseite zu sehen ist, wäre der Perimeter gegen den Uhrzeigersinn gelegt worden, aber es ist nicht deutlich genug erkennbar.
Bild 3 Nennt den Effekt ‘edge overshoot‘ (Ecke ‘überschießen‘). Man sieht die Beule einer Ecke gut, die zweite Ecke ist bereits unscharf. Sieht man auf die Ecke, unten rechts, kann man sich vorstellen, dass sie ebenso wie die obere aussehen müsste. Hier scheint der Perimeter ebenfalls gegen den Uhrzeigersinn gedruckt worden zu sein.
Bild 4 zeigt eine schöne Beule im Hintergrund. Der Vordergrund, mit der zweiten Ecke, ist bereits unscharf.
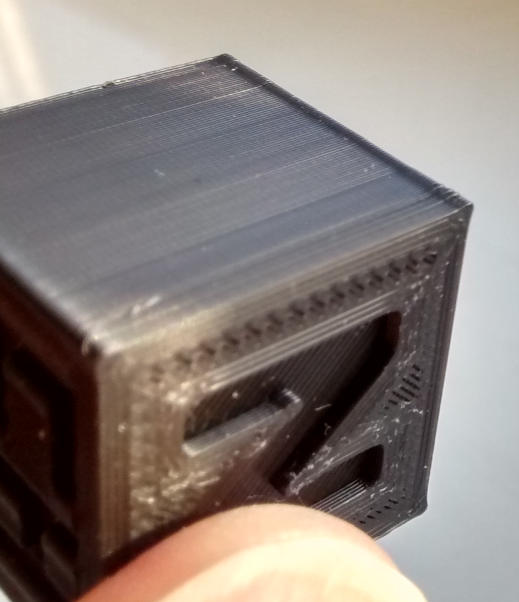
Bild 5 zeigt eine Seite eines Kalibrierwürfels. Man sieht schön die Beule an der Ecke links, sowie beim ‘eingravierten X‘ ebenfalls immer an der entsprechenden Eckenkonstruktion.
(Ich habe eben interessehalber nachgeforscht. Basierend auf diesen Link scheint die übliche Druckrichtung gegen den Uhrzeigersinn zu sein, aber nicht ausschließlich.)
mjh11



{kind=link}
{kind=link}
{kind=link}
{kind=link}